


Le soudage fait partie des gestes incontournables en électronique. La vigilance s’impose : il faut toujours accompagner les plus jeunes, enfants comme adolescents, lors de ces manipulations, sous la supervision impérative d’un adulte.
Tutoriel de soudage
Apprendre à souder, c’est ouvrir la porte à tous les projets électroniques, des plus simples aux plus ambitieux. Ici, pas besoin d’expérience préalable : les bases suffisent pour connecter vos premières cartes, assembler votre robot ou démarrer un kit Arduino. L’outillage, les automatismes, la sécurité et ce fameux coup de main se découvrent étape par étape, puis, avec la répétition, tout devient presque facile.
Qu’est-ce que le soudage ?
À l’intérieur d’un appareil électronique, chaque composant repose sur une soudure. Soudage, en électronique, signifie fixer durablement des pièces entre elles grâce à un métal fondu, qui, en se solidifiant, assure à la fois la connexion électrique et la tenue mécanique. Même si celles-ci semblent définitives, on peut revenir en arrière et dessouder, une solution détaillée plus bas.
 Outils utilisés
Outils utilisés
 Outils utilisés
Outils utilisésAvant d’allumer le fer, il convient d’avoir les bons outils sous la main pour travailler sereinement sur la plupart des circuits :
- Un fer à souder fiable
- Un support pour ranger le fer lorsqu’il est chaud
- Une éponge humide ou une boule de laiton pour nettoyer la panne
- Du fil à souder adapté à l’électronique
- Une « troisième main » ou support de maintien des pièces
- Des lunettes de protection
Fer à souder
Le fer à souder constitue le cœur de l’atelier électronique. Il chauffe à plus de 400 °C pour fondre l’étain et assurer la connexion. Si les modèles USB existent, leur faible puissance limite rapidement leur usage : pour débuter, mieux vaut viser entre 15 et 30 W. On trouve différents formats, stylo ou pistolet, tous dotés d’embouts interchangeables selon les projets. Ce n’est pas un jouet : un instant d’inattention peut vite se payer par une brûlure.

Station soudage
Si vous soudez régulièrement ou sur des cartes complexes, une station de soudage offre un contrôle total : précision sur la température, confort d’utilisation, parfois même sécurité avancée avec alarmes ou verrouillage. Le réglage précis garantit de ne pas abîmer les composants les plus fragiles et de s’adapter à chaque type de soudure. Ces stations sont un atout certain en atelier collaboratif.


Certains modèles vont jusqu’à proposer des fonctionnalités de sécurité avancées, utiles notamment dans les ateliers partagés.
Pannes de fer à souder
La panne, c’est l’extrémité du fer qui concentre toute la chaleur. Elle se remplace en fonction du besoin : chaque forme, chaque dimension a ses spécificités. Pour l’électronique, on utilise principalement :
- Panne conique, idéale pour cibler les petits points et éviter de surchauffer le reste de la carte
- Panne biseautée, conçue pour les soudures plus larges ou les pièces qui nécessitent une plus grande surface de contact

Éponge en laiton ou éponge conventionnelle
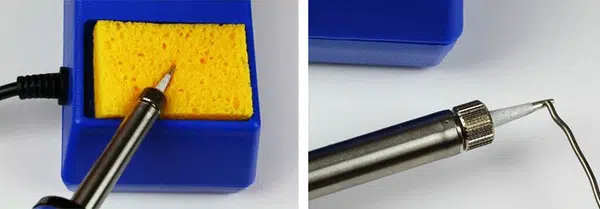
Nettoyer la panne est une étape à ne pas négliger. Si une oxydation noire s’y forme, l’étain n’adhérera plus correctement. L’éponge humide traditionnelle permet de la nettoyer, mais elle réduit progressivement la durée de vie de la panne à cause des chocs thermiques.

La boule de laiton offre un nettoyage efficace, sans refroidir brutalement la pointe, ce qui prolonge la durée de vie de la panne.

Porte-fer à souder
Impossible de s’en passer : un support pour le fer permet d’éviter les brûlures et les accidents bêtes (un outil qui roule, un vêtement qui prend feu…). Les supports intègrent souvent un espace de nettoyage pour la panne. Poser un fer encore chaud sur la table reste une mauvaise idée, l’accident n’est jamais loin ; un socle solide reste la meilleure prévention.

Soudage
Le fil à souder se présente sous forme d’alliage. Le plus répandu en électronique aujourd’hui contient majoritairement étain et cuivre, et évite le plomb dont l’usage diminue pour des raisons sanitaires. Le diamètre varie : 0,8 mm et 1,6 mm sont fréquents. Le cœur du fil renferme un flux, indispensable pour chasser l’oxydation, accroître le mouillage et faciliter la liaison électrique.
Si, de façon exceptionnelle, vous utilisez encore du fil au plomb, aérez vigoureusement, évitez toute inhalation des fumées et lavez-vous bien les mains. La soudure acide, quant à elle, ne doit jamais s’approcher d’un circuit électronique : réservée à la plomberie, elle attaque les pistes et ruine les composants.

Pour chaque tâche, adaptez l’épaisseur du fil à souder. Les gros diamètres conviennent aux pièces massives ; pour la précision, choisissez un fil fin. Avoir un petit assortiment vous évite bien des contrariétés.
Troisième main
L’accessoire qui change tout : une « troisième main » équipée de pinces et parfois de loupe ou d’éclairage, stabilise les composants pendant que vos deux mains restent libres pour la soudure. Dès qu’il s’agit de manipuler de minuscules éléments ou de garder la carte en bon positionnement, c’est un allié précieux.

Soudure en toute sécurité
N’oubliez surtout pas que le fer à souder peut dépasser 400 °C. Il doit toujours être immédiatement reposé sur son support après usage : plus d’une brûlure tient à l’oubli de ce simple geste. Les fumées émises doivent également être évacuées ; un espace ventilé et, si possible, un extracteur de fumées équipé d’un filtre à charbon limitent les risques pour les voies respiratoires.

Les lunettes de protection préviennent les projections d’étain brûlant. Un dernier réflexe à garder après usage, surtout si le fil choisi contient du plomb : un lavage soigneux des mains.
L’étamage de la panne
Avant chaque utilisation, un geste simple allonge la durée de vie de la panne et favorise la transmission de la chaleur : l’étamage. Cela consiste à appliquer une fine couche d’étain sur la panne chaude, ni trop, ni trop peu.
- Fixer la panne correctement sur le fer, vérifier la stabilité
- Mettre le fer sous tension et, quand c’est possible, monter à 400 °C le temps du préchauffage
- Nettoyer soigneusement la panne à l’éponge ou laiton, patienter quelques secondes
- Appliquer la soudure pour obtenir une couche régulière
On répète ce geste avant et après chaque session de soudure. Une panne rugueuse, piquée ? Mieux vaut la remplacer tout de suite que risquer une soudure ratée et devoir tout recommencer.
Comment souder
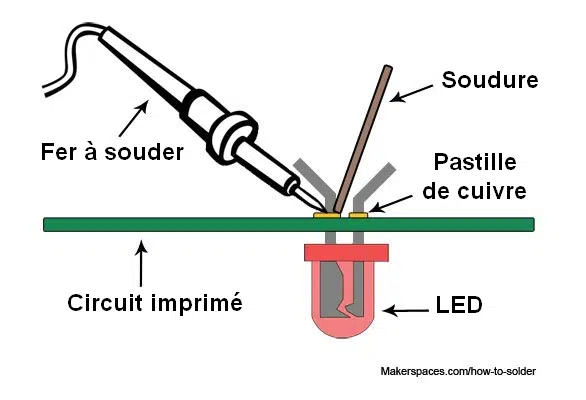
Voici un exemple pratique, la soudure d’une LED sur un circuit imprimé.
- Commencez par insérer la LED dans son emplacement, puis pliez délicatement les pattes pour maintenir la pièce en attente
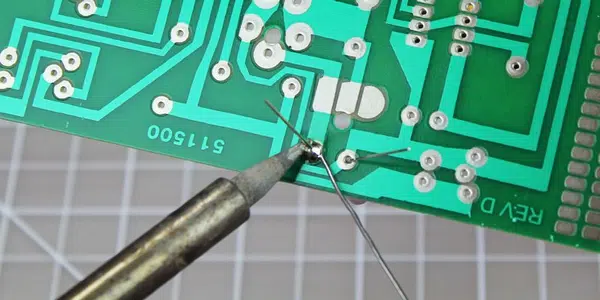
- Positionnez la panne, préalablement étamée, sur la jonction (pastille de cuivre et fil de la LED) ; quelques secondes suffisent pour que la chaleur agisse
- Approchez la soudure, mais du côté opposé à la panne, pour laisser la chaleur fusionner l’étain, jamais en appliquant directement le fil à souder sur la panne
- Après soudure, laissez refroidir sans toucher ni souffler, puis coupez proprement les excédents de fil
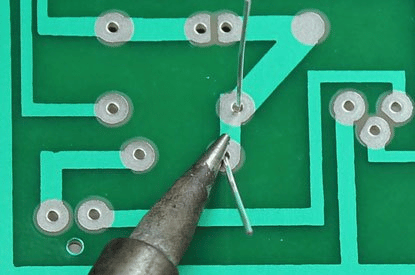
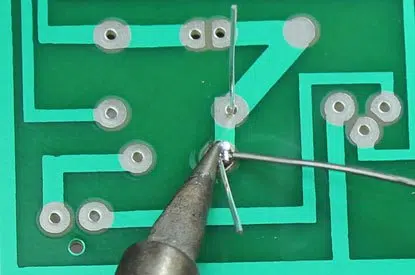
Le résultat doit briller, former un cône régulier et recouvrir toute la jonction. Ni boule disproportionnée, ni excès d’étain : tout est affaire de dosage, et la répétition sur des cartes d’entraînement bon marché transforme vite la difficulté en habitude.
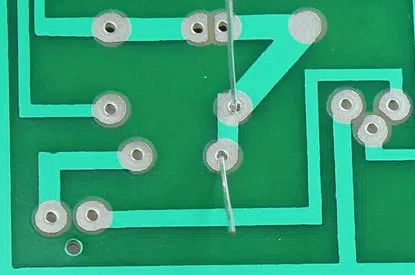
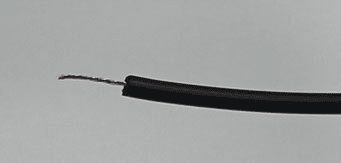
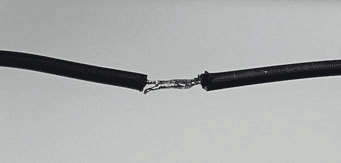
Comment souder les fils
Pour unir deux fils, il est recommandé de bien les maintenir en place à l’aide d’une troisième main ou d’un support. On commence toujours par dénuder, puis torsader les brins pour plus de solidité.
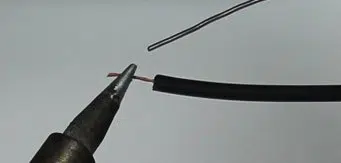
Puis, il suffit de chauffer le fil dénudé à la panne, pour le porter à la température d’étamage. Sur des câbles fins ou un isolant peu résistant, limitez le temps de chauffe pour épargner l’enveloppe plastique.

Ajoutez la soudure directement sur le fil, jusqu’à former un revêtement uniforme. Faites de même avec l’autre fil. Ensuite, mettez les deux extrémités préparées en contact, chauffez, et ajoutez un peu d’étain si besoin pour assurer la continuité.
Laissez refroidir quelques secondes, puis glissez une gaine thermo-rétractable pour protéger le point d’assemblage, la fiabilité s’en ressent.

Nettoyage des soudures
Dès qu’on a terminé, il peut subsister des traces disgracieuses de flux ou des taches sombres sur la carte électronique. Des nettoyants spéciaux permettent de retrouver une carte nette, mais attention : ils sont à manier avec rigueur. Leur utilisation impose plusieurs précautions claires :
- Ne pas laisser à la portée des enfants
- Garder à distance des flammes ou sources d’étincelles, proscrire la cigarette à proximité
- Ne pas pulvériser sur une surface chaude ou une flamme
- Ne pas percer ni brûler le récipient, qu’il soit vide ou plein
- Éviter d’inhaler les vapeurs
- N’utiliser qu’en extérieur ou dans un local ventilé
- Protéger le produit du soleil, de la chaleur extrême
- Jeter le contenant selon les consignes locales
- Risque d’explosion en cas de forte chaleur
- Irritation possible des yeux
- Nocif pour la vie aquatique sur le long terme

Développés pour un usage industriel, ces produits ne se manipulent jamais à la légère. Si vous décidez de les employer chez vous, ne négligez aucune instruction sur l’étiquette.
Pour aller plus loin
Souder, ce n’est pas qu’un jeu de patience réservé aux passionnés de bidouille ou aux ateliers collaboratifs. Dès qu’il s’agit de fiabilité sans concession, spatial, aéronautique, médical, automobile, les normes sont draconiennes, les gestes surveillés, le contrôle minutieux parfois plus décisif que la robotisation elle-même. Ceux qui souhaitent s’imprégner des exigences professionnelles trouveront une source d’inspiration dans les standards du secteur.
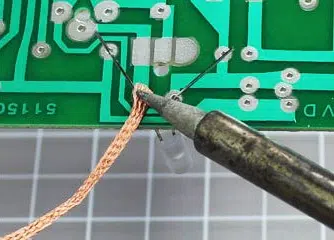
Dessoudage
S’il y a bien un atout à retenir de la soudure à l’étain, c’est sa capacité à redevenir modulable grâce au dessoudage. Pour décoller proprement un composant, la tresse de dessoudage, tressage fin cuivre ou laiton, permet d’aspirer l’étain fondu par capillarité.
- Placer la tresse sur la soudure à éliminer
- Chauffer avec le fer pour liquéfier l’étain, la tresse absorbe son excédent
- Ôter la tresse (attention, c’est brûlant), couper la partie saturée, recommencer si besoin
Pour ceux qui ont de nombreuses opérations à mener, la pompe à dessouder s’avère irremplaçable : chauffez, enclenchez la pompe à piston, aspirez l’étain. L’entretien régulier de cette pompe garantit un fonctionnement sans faille.

Les utilisateurs les plus exigeants privilégient parfois les stations de dessoudage automatiques : réglage du vide, maîtrise précise de la température, déclenchement ergonomique à la poignée, système de filtration intégré… Ces appareils s’adressent surtout aux pros et aux habitués des ateliers spécialisés.
Aussi méthodique qu’on puisse être, le premier point de soudure n’est jamais parfait : cône mousseux, irrégularité, un peu trop d’étain çà et là… Chaque geste, chaque expérimentation construit la main du soudeur. Un fer adapté, du fil de qualité, le bon embout et cette rigueur patiente : voilà ce qui fait toute la différence. Au fil des essais, le geste se fait sûr, presque naturel. Et c’est là, souvent, que germe l’envie de passer au projet suivant.




